A weld defect results from a poor weld, weakening the joint. It is defined as the point beyond the acceptable tolerance in the welding process. Imperfections may arise dimensionally, wherein the result is not up to standard. They may also take place in the form of discontinuity or in material properties.
Cracks
Cracks are the worst welding defect since they can rapidly progress to larger ones, which inevitably leads to failure. Weld cracks are mainly classified depending on how they form in the weld bead. Longitudinal cracks form parallel to the weld bead while transverse cracks form across the width. Crater cracks form at the end of the bead, where the arc concludes.
Causes:
- Using hydrogen shielding gas in welding ferrous metals.
- Ductile base metal and the application of residual stress.
- Rigid joints that constrain the expansion and contraction of the metal.
- Use of high levels of Sulphur and carbon.
Prevention:
- Preheating the metals and gradually cooling the weld joints.
- Maintaining acceptable weld joint gaps.
- Selection of the correct welding materials.

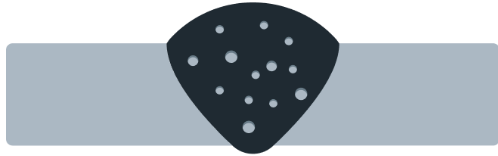
Porosity
Porosity is the formation of holes in the weld pool resulting from gas bubbles that cannot escape. It is usually one of the common welding defects when using shielding gas, which is present in welding techniques such as TIG and stick welding. Absence, lack, or too much shielding gas may lead to metal contamination, which reduces the strength of the weld.
On the other hand, severe versions of porosity come in the form of blow holes or pits when large gas bubbles get trapped in the weld pool. Additionally, smaller gas molecules can blend with the weld metal, forming an impure compound.
Causes:
- Unclean welding surface.
- Wrong electrode selection.
- Lack or absence of shielding gas.
- Either too low or too high welding current.
Prevention:
- Cleaning the weld surface.
- Using the correct welding electrode.
- Preheating the metals before welding.
- Proper gas flow rate setting to achieve the right amount of shielding.
Undercut
An undercut can be formed in various ways but mainly it is tied to two reasons. The first is using excessive current – the edges of the joint melt and drain into the weld. The second reason is not enough filler metal is deposited into the weld. This results in a reduced cross-section, meaning that there are notches or grooves along the weld, which increase stress when the material is subjected to fatigue loading.
This defect occurs at the toe of the weld or in the case of multi-run welds, in the fusion face. An undercut may come from continuous, intermediate, and inter-run welding processes.
Causes:
- High arc voltage.
- Incorrect electrode selection or wrong electrode angle.
- High travel speed.
Prevention:
- Smaller arc length, voltage, and travel speed.
- Maintain a 30 to 45-degree electrode angle.
- Reducing the electrode diameter.

Overlap
Overlap is the excess metal that spreads out around the bead. The spread-out filler metal is not properly mixed with the base metals. Typically, it comes in a round shape over the weld joint.
Causes:
- Incorrect welding procedure.
- Wrong selection of welding materials.
- Improper preparation of base metals.
Prevention:
- Smaller welding current.
- Use of proper welding techniques.
- Shorter welding electrode.

Burn-Through
An open hole is exposed when the welding process accidentally penetrates the whole thickness of the base metal, creating a burn-through or melt-through. This is one of the common weld defects when welding thin metals.
Causes:
- High welding current.
- Extreme gap to the root.
- Not enough root face metal.
Prevention:
- Maintaining a proper root gap.
- Controlling the application of welding current.
- It can be repaired in some cases wherein the hole is removed and re-welded.

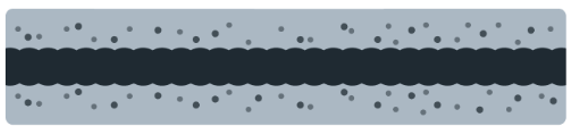
Spatter
Spatter is a welding defect that occurs when metal droplets are discharged on the metal surface. It solidifies and becomes stuck on the metal surface once it cools down. In most cases, spatter does not alter the structural integrity of the weld but generally, it has to be removed, adding to the total costs.
Causes:
- High arc length.
- High welding current.
- Improper shielding of the heat-affected zone.
- Using the wrong polarity may create excessive spatter.
Prevention:
- Choosing the correct weld polarity.
- Selecting a better shielding gas and better shielding technique.
- Reducing the welding current and arc length to optimal conditions.
Under-filled
Underfill occurs when too little weld metal is deposited into the joint. As a result, some of the parent material remains unfused, and the joint is under-filled. These unfused sections, even when small, act as potential stress raisers.
Causes:
- Low welding current.
- Too high travel speeds.
- Incorrect weld bead placement.
- Laying weld beads too thinly in multi-pass welds.
Prevention:
- Proper electrode size selection.
- Selecting the right current setting.
- Avoid moving too fast.

Excess Reinforcement
Excess reinforcement (overfilled) describes a weld that has too much build-up. It is the opposite of underfilled welds, as excessive amounts of filler metal are deposited into the joint. With this defect, high levels of stress concentration build up in the toes of the welds.
Causes:
- Low travel speeds.
- Incorrect procedures.
- Excess flux on the feed wire.
Prevention:
- Maintaining an optimal pace with the torch.
- Avoiding excess heat by making sure to use the correct voltage and amperage.
- Aligning the workpieces properly to ensure that the gap between the parts is not too large.

Mechanical Damage
Mechanical damage refers to indentations present in the weld due to damage from preparation, handling, welding, equipment usage, and other factors.
Causes:
- Unnecessary application of external force before, during, or after an operation.
- Incorrect handling of welding equipment.
- Not engaging the arc before the welding procedure.
Prevention:
- Safe and correct handling of welding equipment.
- Consistently engaging the arc in the metal parts before starting welding.
Distortion
Distortion, or warping, is an accidental change in the shape of the surrounding metal of the weld. Excessive heating around the weld joint is the main reason for distortion around its area. Warpage or distortion mostly occurs in thin metals and is classified into four types: angular, longitudinal, fillet, and neutral axis.
Causes:
- Thin weld metal.
- Incompatible base metal and weld metal.
- High amount of weld passes.
Prevention:
- Using suitable weld metals.
- Optimizing the number of weld passes.
- Selection of better welding methods for the metal type.
Misalignment
Misalignment occurs when the workpieces are not properly aligned, causing the welding joint to be out of position. This defect is common when parts are not carefully positioned during welding. Misalignment can result in an uneven weld bead, poor joint strength, and difficulty in achieving the desired weld profile.
Causes:
- Incorrect positioning of workpieces before welding.
- Movement of workpieces during the welding process.
- Improper fixture or clamping during welding.
Prevention:
- Ensure proper alignment of the workpieces before welding.
- Use proper fixturing or clamping methods to keep the pieces in place.
- Double-check alignment before starting the welding process.
Slag Inclusion
A weld bead that contains slag in its composition compromises the toughness and structure of the metal. Slag inclusion may occur either on the surface of the weld metal or between welding cycles. This defect is common in welding processes that use flux, such as stick welding, flux-cored welding, submerged arc welding, and brazing.
Causes:
- Incorrect welding angle and travel speed of the welding torch.
- Poor pre-cleaning of the weld surface before welding.
- Low welding current density resulting in inadequate heating of the metals.
Prevention:
- Higher welding current density to ensure proper heating of the metals.
- Optimal welding angle and travel speed to avoid slag inclusion in the weld pool.
- Consistent cleaning of the weld edge and removing slag after each layer.
Incomplete Fusion
Incomplete fusion results from poor welding wherein the metals pre-solidify, forming gaps in the weld zone. When the welder cannot properly melt the parent metal with the base metal, it results in a lack of fusion.
Causes:
- Low heat input resulting in metals not melting.
- Wrong joint angle, torch angle, and bead position.
- Extremely large weld pool.
Prevention:
- Higher welding current and slower travel rate to ensure proper melting of the metals.
- Improving welding positions such as joint angle, torch angle, and bead position.
- Lower deposition rate.

Incomplete Penetration
Incomplete penetration generally occurs during butt welding, wherein the gap between the metals isn’t filled completely through the joint thickness. This means that one side of the joint is not fused in the root.
Causes:
- Incorrect use of the welding technique.
- Wrong electrode size.
- Low deposition rate.
Prevention:
- Using the correct welding technique and procedure.
- Higher deposition rate.
- Proper electrode size selection.
